Оборудование для нанесения ЛКМ
• В комплекте - 4 цветные идентификационные пластинки системы CCS для маркировки пистолетов в случае использовании их для нанесения различных материалов
• Легкая очистка благодаря применению полированного никелевого покрытия корпуса
• Использование в конструкции саморегулирующихся уплотнений способствует снижению затрат на обслуживание
• Все пистолеты оснащены стандартными регулировками, как у старших моделей пистолетов SATA: настройка формы факела, входного давления и расхода материала.
5 Пистолет для нанесения грунтов и жидкой шпатлевки
6 SATA KLC P(рис.6)
Пистолет для нанесения жидкой шпатлевки и других высоковязких материалов. Равномерный и четко очерченный факел позволяет существенно уменьшить перепыл, снижая тем самым трудоемкость последующего шлифования.
![]()
Рисунок 6. Пистолет для нанесения грунтов и жидкой шпатлевки SATA KLC P
Оборудование для сушки ЛКП. Способы искусственной сушки
Используемые лакокрасочные материалы для окраски кузовов легковых автомобилей требуют для обеспечения качественного защитно-декоративного покрытия, как правило, искусственной сушки при повышенной температуре. В зависимости от способа передачи теплоты искусственная сушка бывает:
Конвективная сушка - заключается в нагревании окрашенных поверхностей кузова горячим воздухом или продуктами сгорания в специальных камерах. Воздух нагревается, как правило паром, отходящими топочными газами или электроэнергией. Такая сушка начинается с поверхности покрытия, что приводит к образованию поверхностной плёнки, препятствующих высыханию нижних слоев и испарение из слоя краски растворителя. Это увеличивает продолжительность сушки и кроме того, пары испаряющегося в процессе сушки растворителя приводят к разрушению покрытия и образованию пор (рис3а).
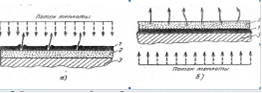
Рисунок 7. Схема искусственной сушки: а-конвективная ; терморадиационная; 1-корка; 2-незасохший слой; 3-поверхность кузова; -направление испарения растворителя
Терморадиационная сушка представляет собой сушку инфракрасными лучами, сущность которой состоит в поглощении этих лучей поверхностью кузова. Инфракрасные лучи проникая через слои лакокрасочного покрытия, достигают металлической поверхности кузова и нагревают его вследствие перехода лучистой энергии в тепловую. При этом возникает перепад температуры между внутренней поверхностью покрытия, соприкасающейся с металлом и наружной, где температура ниже. Разность температур по толщине покрытия способствует быстрому испарению растворителя и процесс полимеризации в этом случае начинается с нижних слоев покрытия (рис.3Б). Вследствие более интенсивной передачи теплоты от источника нагревания к окрашиваемой поверхности и лучшим условием пленкообразования за счет передачи теплоты от нижних слоев краски к верхним терморадиационная сушка протекает в 4-15 раз быстрее конвективной.
Заработная плата и ее виды
Актуальность
исследуемой темы определяется тем, что заработная плата была и остается для
большинства членов общества основой их благополучия, а значит, заработная плата
и в перспективе будет наиб ...
Диверсификация производства в Республике Беларусь
В
данной работе рассмотрена одна из стратегических альтернатив перспективного
планирования - диверсификация. Эта проблема долгое время не находила отражения
ни в отечественной экономической литер ...